CPS & Industrial IoT
Manufacturing Mastery
Manufacturing Systems & Process Foundations
Process taxonomy, physics, DFM/DFA, production economics, Theory of ConstraintsCasting, Forging & Metal Forming
Sand/investment/die casting, open/closed-die forging, rolling, extrusion, deep drawingMachining & CNC Technology
Cutting mechanics, tool materials, GD&T, multi-axis machining, high-speed machining, CAMWelding, Joining & Assembly
Arc/MIG/TIG/laser/friction stir welding, brazing, adhesive bonding, weld metallurgyAdditive Manufacturing & Hybrid Processes
PBF, DED, binder jetting, topology optimization, in-situ monitoringQuality Control, Metrology & Inspection
SPC, control charts, CMM, NDT, surface metrology, reliabilityLean Manufacturing & Operational Excellence
5S, Kaizen, VSM, JIT, Kanban, Six Sigma, OEEManufacturing Automation & Robotics
Industrial robotics, PLC, sensors, cobots, vision systems, safetyIndustry 4.0 & Smart Factories
CPS, IIoT, digital twins, predictive maintenance, MES, cloud manufacturingManufacturing Economics & Strategy
Cost modeling, capital investment, facility layout, global supply chainsSustainability & Green Manufacturing
LCA, circular economy, energy efficiency, carbon footprint reductionAdvanced & Frontier Manufacturing
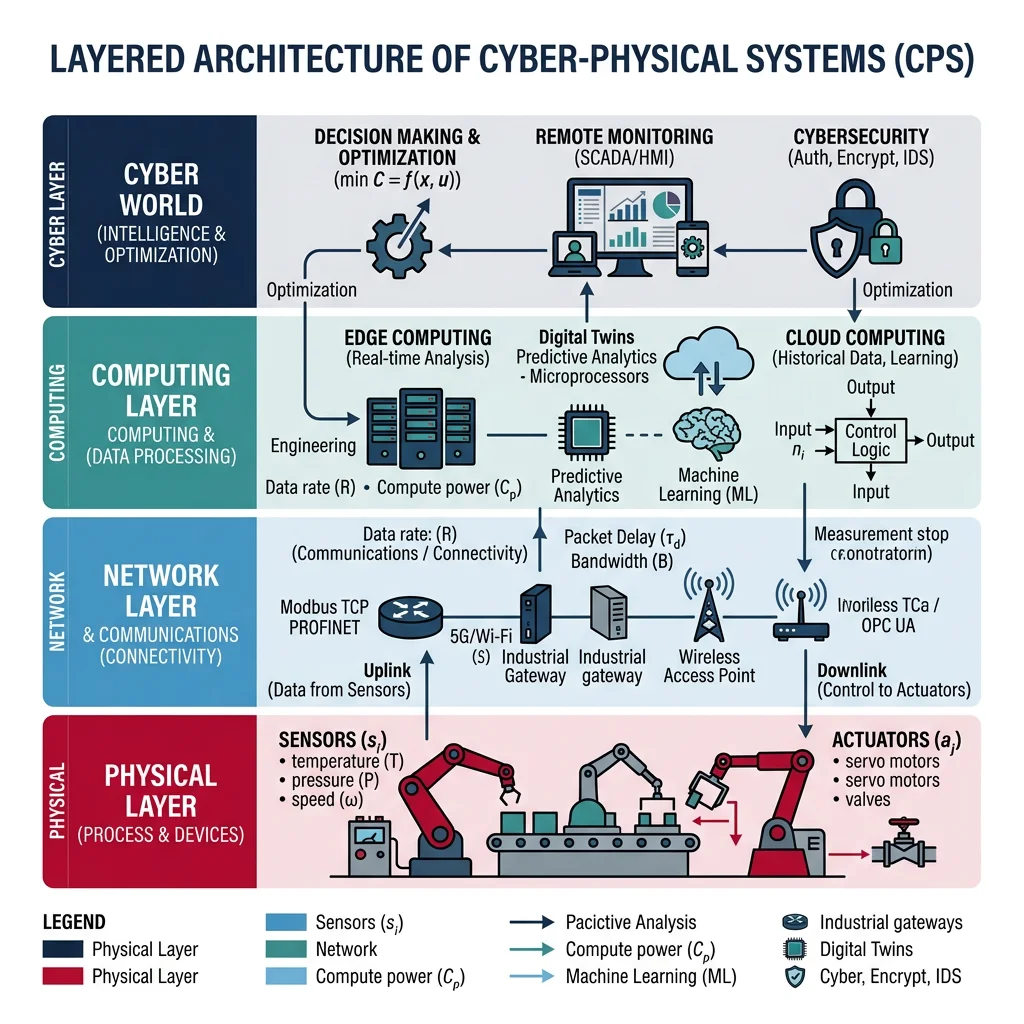
Nano-manufacturing, semiconductor fabrication, bio-manufacturing, autonomous systemsCyber-Physical Systems (CPS) are the technological foundation of Industry 4.0 — systems where physical manufacturing processes are monitored, controlled, and optimized by computational algorithms through tight feedback loops. A CPS integrates sensors, actuators, embedded computing, and network communication into a unified system that bridges the physical and digital worlds.
| Reference Architecture | Origin | Layers | Focus |
|---|---|---|---|
| RAMI 4.0 | Germany (Platform Industrie 4.0) | 6 layers: Business → Functional → Information → Communication → Integration → Asset | Asset administration shells, interoperability |
| IIRA | USA (Industrial Internet Consortium) | 4 viewpoints: Business, Usage, Functional, Implementation | Cross-industry IIoT applications |
| 5C Architecture | Lee, Bagheri, Kao (2015) | Connection → Conversion → Cyber → Cognition → Configuration | CPS maturity progression model |
IIoT Protocols (OPC-UA, MQTT)
The Industrial Internet of Things (IIoT) connects machines, sensors, and systems across the factory floor. The challenge: legacy equipment speaks different languages (Modbus, PROFINET, EtherNet/IP, DeviceNet). IIoT protocols provide a unified communication layer:
OPC-UA
OPC Unified Architecture is the gold standard for industrial interoperability — platform-independent, secure (TLS encryption, x509 certificates), and semantically rich (information models describe what data means, not just its value). OPC-UA Pub/Sub enables real-time multicast communication for time-sensitive networking (TSN). Adopted by >500 industrial automation vendors.
MQTT
Message Queuing Telemetry Transport — lightweight publish/subscribe messaging protocol designed for constrained devices and unreliable networks. Payload as small as 2 bytes, runs on TCP/IP, ideal for sensor data streaming. QoS levels: 0 (fire-and-forget), 1 (at-least-once), 2 (exactly-once). Sparkplug B adds industrial semantics on top of MQTT for smart factory use.
Edge Computing & Fog Architecture
Edge computing processes data locally — at or near the machine — rather than sending everything to the cloud. When a CNC machine generates sensor data at 10 kHz (10,000 readings/second) across 20 sensors, that's 7 GB/day per machine. Sending it all to the cloud is impractical and unnecessary. Edge devices filter, aggregate, and analyze data locally, sending only insights upward.
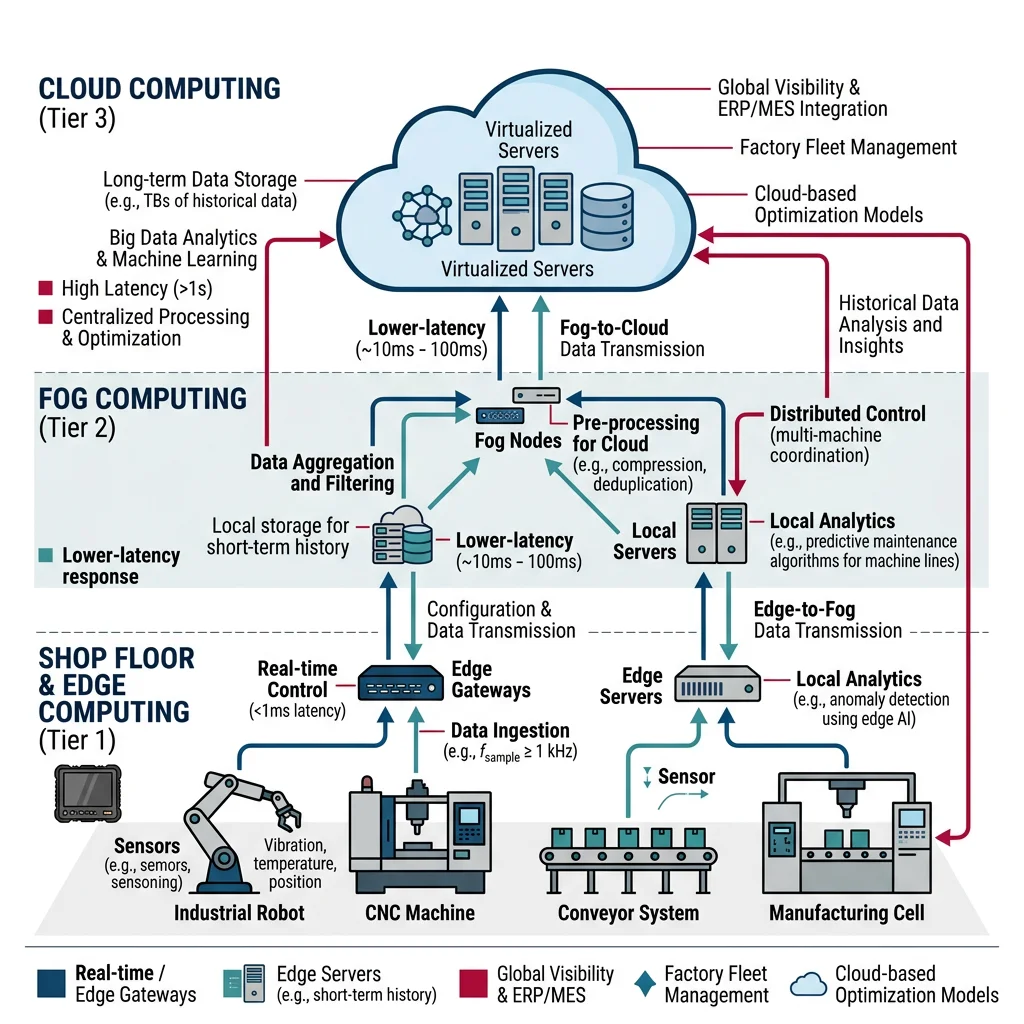
| Processing Tier | Location | Latency | Function | Hardware |
|---|---|---|---|---|
| Device Edge | On the machine | <1 ms | Real-time control, safety, anomaly flag | PLC, FPGA, embedded GPU |
| Near Edge | Factory floor gateway | 1-10 ms | Protocol translation, data aggregation, local ML inference | Industrial PC, NVIDIA Jetson |
| Fog/On-Premise | Factory server room | 10-100 ms | Historical analysis, MES integration, model training | Server cluster, GPU workstation |
| Cloud | Data center | 100+ ms | Enterprise analytics, large-scale ML, cross-factory optimization | AWS/Azure/GCP services |
Digital Twins & Simulation
A digital twin is a virtual replica of a physical asset, process, or system that is continuously updated with real-time data from its physical counterpart. The concept originated at NASA (Apollo 13 — ground-based spacecraft replica used to simulate rescue scenarios) and has evolved through five maturity levels:
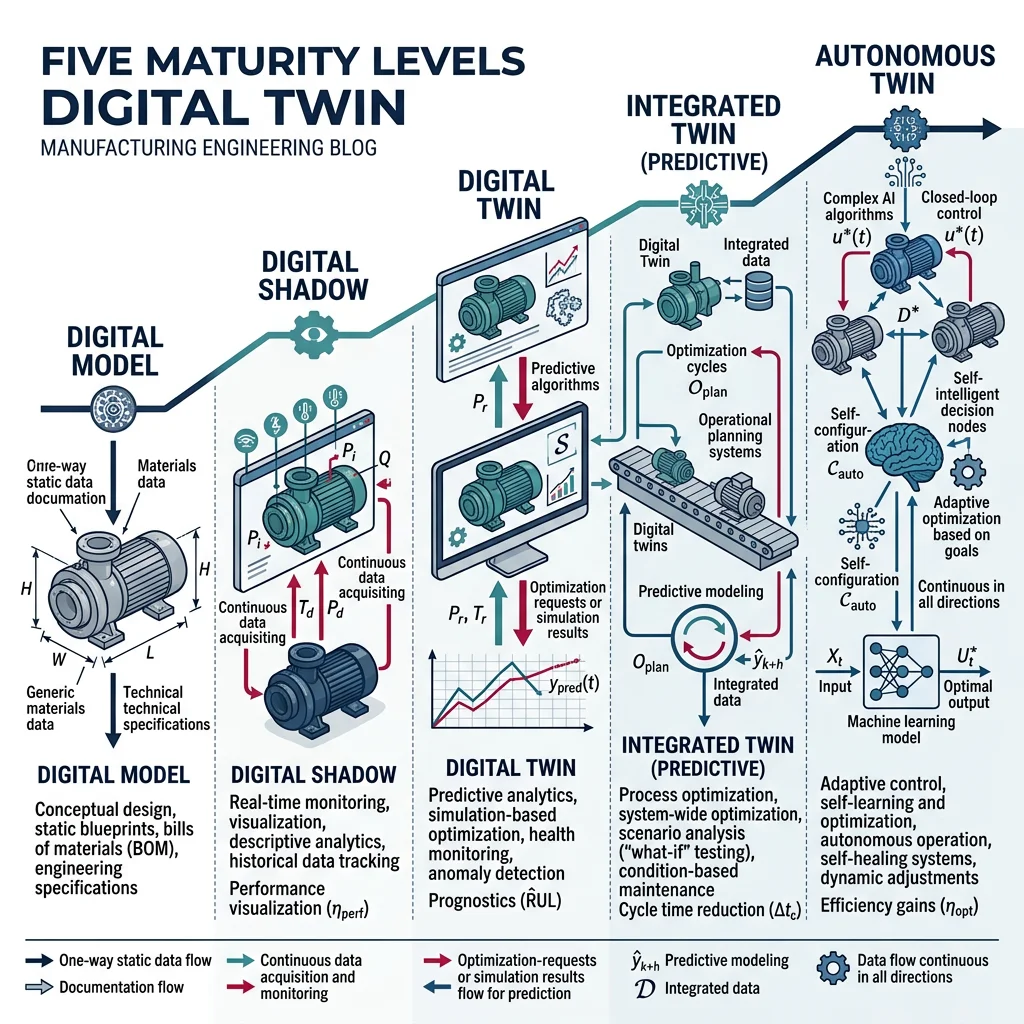
| Maturity Level | Name | Capability | Example |
|---|---|---|---|
| Level 1 | Digital Model | CAD geometry only — no data connection | 3D model of a machine for documentation |
| Level 2 | Digital Shadow | One-way data flow: physical → digital | Dashboard showing real-time machine status |
| Level 3 | Digital Twin | Two-way data flow: physical ↔ digital | Twin adjusts machine parameters automatically |
| Level 4 | Predictive Twin | ML models predict future states, failures | Twin predicts bearing failure in 2 weeks, schedules maintenance |
| Level 5 | Autonomous Twin | Self-optimizing — makes decisions independently | Twin reroutes production when machine goes down |
Case Study: Siemens Amberg — The Smart Factory Benchmark
Siemens' Amberg plant produces PLC controllers with a Level 4+ digital twin:
- Production: 17 million SIMATIC PLCs annually, 1,200 product variants, lot size of 1 — every PLC can be different
- Automation: 75% automated, products communicate with machines via RFID (each product carries its production recipe)
- Digital twin: Complete virtual factory in Siemens Tecnomatix — simulates production schedules, validates new products before physical changeover
- Quality: 99.99885% quality rate (11.5 DPMO) — approaching Six Sigma perfection
- Productivity: 14× output increase since 1989 with same factory floor space and headcount
Virtual Commissioning
Virtual commissioning tests and validates automated production systems entirely in simulation before physical installation. The PLC code, robot programs, and HMI screens are connected to a virtual plant model — engineers debug control logic, verify cycle times, and test error handling without building anything physical.
Process Simulation & Optimization
Discrete-event simulation (DES) models manufacturing systems as sequences of events (part arrives, machining starts, machining ends, part moves to next station). Tools like Siemens Plant Simulation, FlexSim, and AnyLogic enable engineers to test "what-if" scenarios before committing capital:
import numpy as np
# Simple Factory Discrete-Event Simulation
# 3-station serial production line with stochastic processing times
np.random.seed(42)
n_parts = 100
# Processing times (minutes) - normal distribution
stations = {
"CNC Lathe": {"mean": 5.0, "std": 0.5},
"CNC Mill": {"mean": 7.0, "std": 1.0},
"Inspection": {"mean": 3.0, "std": 0.3},
}
# Simulate each part flowing through 3 stations
part_completion = []
station_busy_until = {name: 0.0 for name in stations}
for part in range(n_parts):
arrival = part * 7.5 # new part every 7.5 min (takt time)
current_time = arrival
for name, params in stations.items():
# Part must wait if station is still busy
start = max(current_time, station_busy_until[name])
proc_time = max(1.0, np.random.normal(params["mean"], params["std"]))
finish = start + proc_time
station_busy_until[name] = finish
current_time = finish
part_completion.append(current_time)
# Performance metrics
throughput_time = np.array(part_completion)
lead_times = throughput_time - np.arange(n_parts) * 7.5
cycle_times = np.diff(throughput_time)
print("Factory Simulation Results — 3-Station Line")
print("=" * 55)
print(f"Parts simulated: {n_parts}")
print(f"Takt time: 7.5 min (target)")
print(f"\nThroughput:")
print(f" Actual cycle time: {np.mean(cycle_times):.2f} min (avg)")
print(f" Throughput rate: {60/np.mean(cycle_times):.1f} parts/hour")
print(f"\nLead Time (arrival → completion):")
print(f" Average: {np.mean(lead_times):.1f} min")
print(f" Min: {np.min(lead_times):.1f} min")
print(f" Max: {np.max(lead_times):.1f} min")
print(f" Std Dev: {np.std(lead_times):.1f} min")
# Identify bottleneck
print(f"\nBottleneck Analysis:")
for name, params in stations.items():
utilization = params["mean"] / 7.5 * 100
print(f" {name:15s}: {params['mean']:.1f} min avg, {utilization:.0f}% utilization")
print(f"\n Bottleneck: CNC Mill (highest utilization)")
print(f" Action: Add parallel CNC Mill to break bottleneck")
Predictive Analytics & ML
Predictive maintenance (PdM) uses sensor data and machine learning to predict when equipment will fail — enabling maintenance to be scheduled just before failure occurs. This replaces both reactive maintenance (fix after failure — expensive downtime) and preventive maintenance (fixed schedule — often replacing parts too early, wasting 30-40% of component life).

| Maintenance Strategy | When | Cost | Downtime |
|---|---|---|---|
| Reactive | After failure | Highest — emergency repair + production loss | Unplanned, long (hours/days) |
| Preventive (time-based) | Fixed schedule (every 3 months) | Medium — replaces good parts, labor cost | Planned, moderate |
| Condition-based | When sensor exceeds threshold | Lower — act only when needed | Short, planned |
| Predictive (ML) | Before failure, with RUL estimate | Lowest — optimal timing, minimal parts | Shortest, perfectly planned |
ML-Driven Quality Control
Machine learning transforms quality control from reactive inspection to proactive defect prevention:
| ML Application | Input Data | Model Type | Output |
|---|---|---|---|
| Visual defect detection | Camera images | CNN (ResNet, YOLO) | Defect type, location, severity classification |
| Process anomaly detection | Sensor time series (temp, pressure, current) | Autoencoder, Isolation Forest | Anomaly score, alert for process deviation |
| Virtual metrology | Process parameters | Random Forest, XGBoost | Predicted dimensions without physical measurement |
| Root cause analysis | Multi-station sensor + quality data | Bayesian network, SHAP | Ranked list of most likely root causes |
Real-Time Adaptive Control
Adaptive control modifies process parameters in real-time based on sensor feedback — the machine continuously optimizes itself. In CNC machining, adaptive control monitors spindle power, vibration, and acoustic emission, then adjusts feed rate and spindle speed to maintain optimal cutting conditions:
MES, ERP & Cloud Manufacturing
A Manufacturing Execution System (MES) bridges the gap between the factory floor (PLCs, robots, sensors) and business systems (ERP). Defined by the ISA-95 standard (now IEC 62264), MES occupies Level 3 of the automation hierarchy:
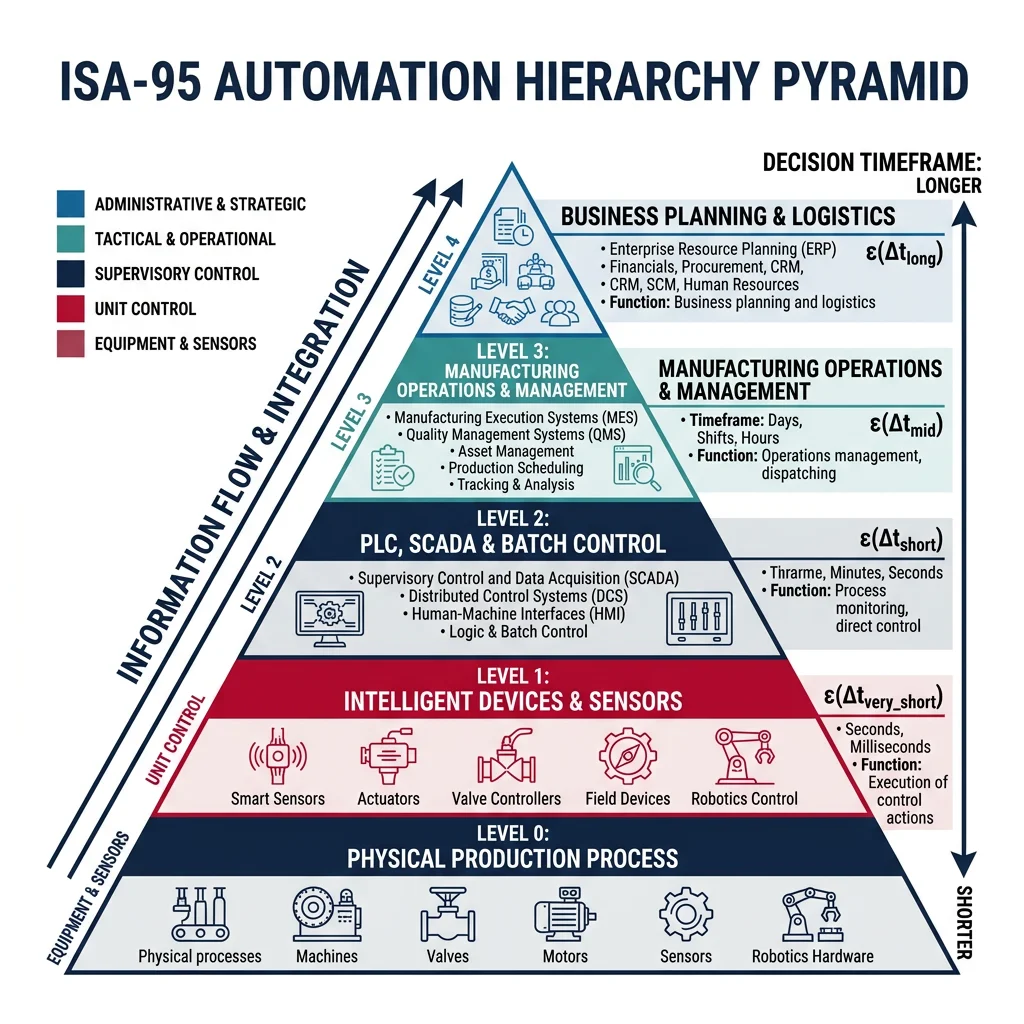
| ISA-95 Level | System | Time Frame | Function |
|---|---|---|---|
| Level 4 | ERP (SAP, Oracle) | Days to months | Business planning, order management, financials |
| Level 3 | MES/MOM | Shifts to days | Production scheduling, tracking, quality, genealogy |
| Level 2 | SCADA/HMI | Seconds to minutes | Supervisory control, monitoring, alarm management |
| Level 1 | PLC/DCS | Milliseconds | Real-time process control, safety logic |
| Level 0 | Field devices | Continuous | Sensors, actuators, drives, valves |
Cloud Manufacturing Platforms
Cloud manufacturing (CMfg) transforms manufacturing from isolated factories into a networked service — production capabilities (machines, materials, software, skills) are shared via cloud platforms. Think "Uber for manufacturing" — a startup with a design but no factory can access CNC machines, injection molders, and 3D printers from qualified suppliers worldwide with a few clicks.
Case Study: Xometry — The Manufacturing Marketplace
- Model: Upload CAD file → AI-powered instant quote → job routed to optimal supplier from network of 10,000+ shops
- Capabilities: CNC machining, injection molding, 3D printing, sheet metal, die casting — 12+ manufacturing processes
- AI pricing: ML model trained on millions of quotes prices jobs instantly, considering geometry complexity, material, quantity, and shop capacity
- Impact: Small manufacturers access global demand; buyers get competitive pricing and rapid turnaround (parts in 1-3 days vs traditional 4-6 weeks)
Autonomous & Self-Optimizing Factories
The ultimate vision of Industry 4.0: the lights-out factory — a facility that runs autonomously with minimal or zero human intervention. While fully autonomous factories remain rare, several elements are operational today:
| Autonomy Level | Capability | Current Status |
|---|---|---|
| Self-monitoring | Equipment detects its own health, predicts failures | Widely deployed (PdM systems) |
| Self-adjusting | Process auto-tunes parameters for optimal performance | Emerging (adaptive CNC, smart welding) |
| Self-scheduling | Production autonomously sequences jobs based on demand and capacity | Pilot stage (AI scheduling agents) |
| Self-healing | System reroutes production when equipment fails | Research (modular production cells) |
| Self-improving | Reinforcement learning continuously improves process recipes | Research (semiconductor fabs leading) |